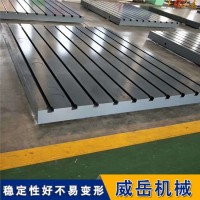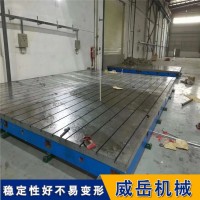







T型槽地轨也称地梁,地槽铁,基础槽铁,条形平台,机床地轨。T型槽地轨材质为HT200-300,QT400-600。T型槽地轨用于大型设备的装配,试验,焊接和检修.机床地轨为强度铸铁HT200-300材质,工作面硬度在HB170-240之间,经由两次人工处理(人工退600度-700度和时效2-3年)使用该产品的精度不乱,耐磨机能好.机床地轨规格:1500×150×150-5000×400×450,特殊规格可定做.机床地轨地梁小巧利便运用灵活可随时拼接成大型的平台,节省了材料本钱,占用的空间很小,是施工中常常用到的常见设备.我公司是以量具,专用工具和机械加工为主的省级五好企业.
T型槽地轨金属液的浇注,T型槽地轨生产中,浇注时应遵循高温出炉,低温浇注的原则。因为提高T型槽地轨金属液的出炉温度有利于夹杂物的熔化、熔渣上浮,便于清渣和除气,减少T型槽地轨的夹渣和气孔问题;采用较低的浇注温度,则有利于降低T型槽地轨金属液中的气体溶解度、液态收缩量和高温金属液对型腔表面的烘烤,避免产生气孔、粘砂和缩孔等问题。因此,在保证充满T型槽地轨铸型型腔的前提下,尽量采用较低的浇注温度。把金属液从浇包注入铸型的操作过程称为浇注。T型槽地轨浇注操作不当会引起浇不足、冷隔、气孔、缩孔和夹渣等T型槽地轨问题,和人身伤害。
为确保T型槽地轨质量、提高生产率以及做到生产,浇注时应严格遵守下列操作要领:
(1)T型槽地轨浇包、浇注工具、炉前处理用的孕育剂、球化剂等使用前充分烘干,烘干后才能使用。
(2)浇注人员按要求穿好工作服,并配戴防护眼镜,工作场地应通畅无阻。浇包内的金属液不宜过满,以免在输送和浇注时溢出伤人。
(3)正确选择T型槽地轨浇注速度,即开始时应缓慢浇注,便于对准浇口,减少熔融金属对砂型的冲击和利于气体排出;随后快速浇注,以防止冷隔;快要浇满前又应缓慢浇注,即遵循慢、快、慢的原则。
(4)对于T型槽地轨液态收缩和凝固收缩比较大的机床铸件,如中、大型铸钢件,T型槽地轨浇注后要及时从浇口或冒口补浇。
(5)T型槽地轨浇注时应及时将铸型中冒出的气体点燃顺气,以免由于T型槽地轨铸型憋气而产生气孔,以及由于气体的不完全燃烧而损害人体健康和污染空气。
灰铁铸件高密度造型型砂的基本特点是:黏土含量高,水分低,煤粉的加入量也较低。因此,在配砂时应把握好以下几点。
①T型槽地轨黏土含量和含泥量。黏土含量高的型砂,随比压升强度也提高,通常膨润土控制在7~10。型砂中黏土和死黏土之和相当于含泥量,含泥量一般控制在12~16。含泥量太高或太低均会影响型砂的各项性能指标。
②水分。T型槽地轨消失模铸件制造型砂中的水分是决定黏土的塑性和黏结力的主要因素。水分太高时,易引起黏土黏结力恶化,T型槽地轨型砂的流动性下降,得不到均匀的铸型密度。水分太低时,型砂不易混匀,型砂强度低,脆性大,起模性差,易使铸件产生粘砂问题。一般水分应控制在比得到湿压强度峰值时的水分高出10~20。
③原砂粒度。T型槽地轨高密度造型时砂型密度较高,浇注时膨胀大,因此原砂粒度不宜过分集中,T型槽地轨原砂颗粒呈圆形或多角形,一般选择三筛砂或四筛砂。
④煤粉。一般煤粉含量控制在5.5以下。铸件厚薄不同,砂铁比不同,T型槽地轨煤粉补加量也不同,一般控制在0.3~1.0之间(铸件越厚,或者砂铁比越低,则型砂的温度越高,T型槽地轨煤粉失效比越大,故煤粉补加量应取高值;反之则应取低值)。
威岳机械销售部谢女士15350773479竭诚为您服务!
原文链接:http://www.yzsw.net/chanpin/show-175783.html,转载和复制请保留此链接。
以上就是关于T型槽地轨常规打孔 铸铁地轨威岳信誉保证全部的内容,关注我们,带您了解更多相关内容。
以上就是关于T型槽地轨常规打孔 铸铁地轨威岳信誉保证全部的内容,关注我们,带您了解更多相关内容。